WOLFRAAM elektrode voor TIG lasproces.
Wolfraam elektrodes zijn leverbaar in verschillende samenstellingen en diktes. Wolfraam elektrodes worden gebruikt bij TIG-, en Plasma lasprocessen. Om de juiste elektrode voor de juiste toepassing te gebruiken is enige kennis en informatie noodzakelijk.
TIG en Plasma lasproces,
TIG-lassen is een specifieke lastechniek. De naam is een afkorting en staat voor Tungsten Inert Gas en dankt zijn naam aan de Engelse woord voor wolfraam (Tungsten) en het gebruik van een inert gas. Het is nauw verwant aan het plasmalassen, lees verder
Wat is de functie van de wolframelektrode.
Tijdens het TIG lassen mag de elektrode niet afsmelten, moet zorgen voor een goede stroomoverdracht en een stabiele boog. Tijdens het starten willen we geen contact maken met het materiaal en met een klein hoogfrequent stroompje het proces opstarten. De wolframelektrode moet bestand zijn tegen zeer hoge temperaturen,
Alles over Wolfraamelektroden.
En kleurcode rood, wolfram met 2% thorium oxide toevoeging is zeer geschikt voor de overige materialen voor het lassen met gelijkstroom (DC). De thorium zorgde voor uitstekende start en las eigenschappen. Echter thorium oxide is een radioactieve straler dus gevaarlijk voor de volksgezondheid en daarom inmiddels in verschillende landen verboden. Ook het produceren van het radioactive Thorium oxide 232 is verboden.
Na het verbod en de aanpassingen van de machine richtlijnen waarbij de hoogfrequent van de TIG machines minder sterk mocht zijn, kwamen er voor het TIG lassen wel enkele problemen. De hoogfrequent werd vervangen door een impuls generator, de functie van de wolfram elektrode werd belangrijker en er is veel onderzoek gedaan naar de laseigenschappen van de verschillende toevoegingen (Dopes).
Dopes.
Onder “dopes” verstaan we de toevoegingen of legeringselementen die aan het wolfraam zijn toegevoegd om de stroomdoorgang te verbeteren. Het doel van de toevoegingen in wolfraamelektroden is het verlagen van de uittreed potentiaal. Het uittreed potentiaal is de spanning die benodigd is om een elektron uit het materiaal te laten treden naar het plasma gas.
De gebruikte dopes zijn Oxides van onder andere Lanthaan, Cerium, Zirkonium en Yttriumoxide. Een lager uitreedpotentiaal (eV) maakt de stroomdoorgang van elektrode naar plasmagas makkelijker. Dit is onder andere te merken aan de starteigenschappen en het algemene booggedrag.
Bij het lassen van aluminium wordt veelal gebruikt gemaakt van elektrodes van zuiver wolfraam. De reden hiervoor is dat de dopes uit de elektrodetip blijken te verdwijnen bij wisselstroom. Voor Ceriumoxide is deze migratie in mindere mate aanwezig zodat deze ook gebruikt kan worden bij het aluminiumlassen (AC).
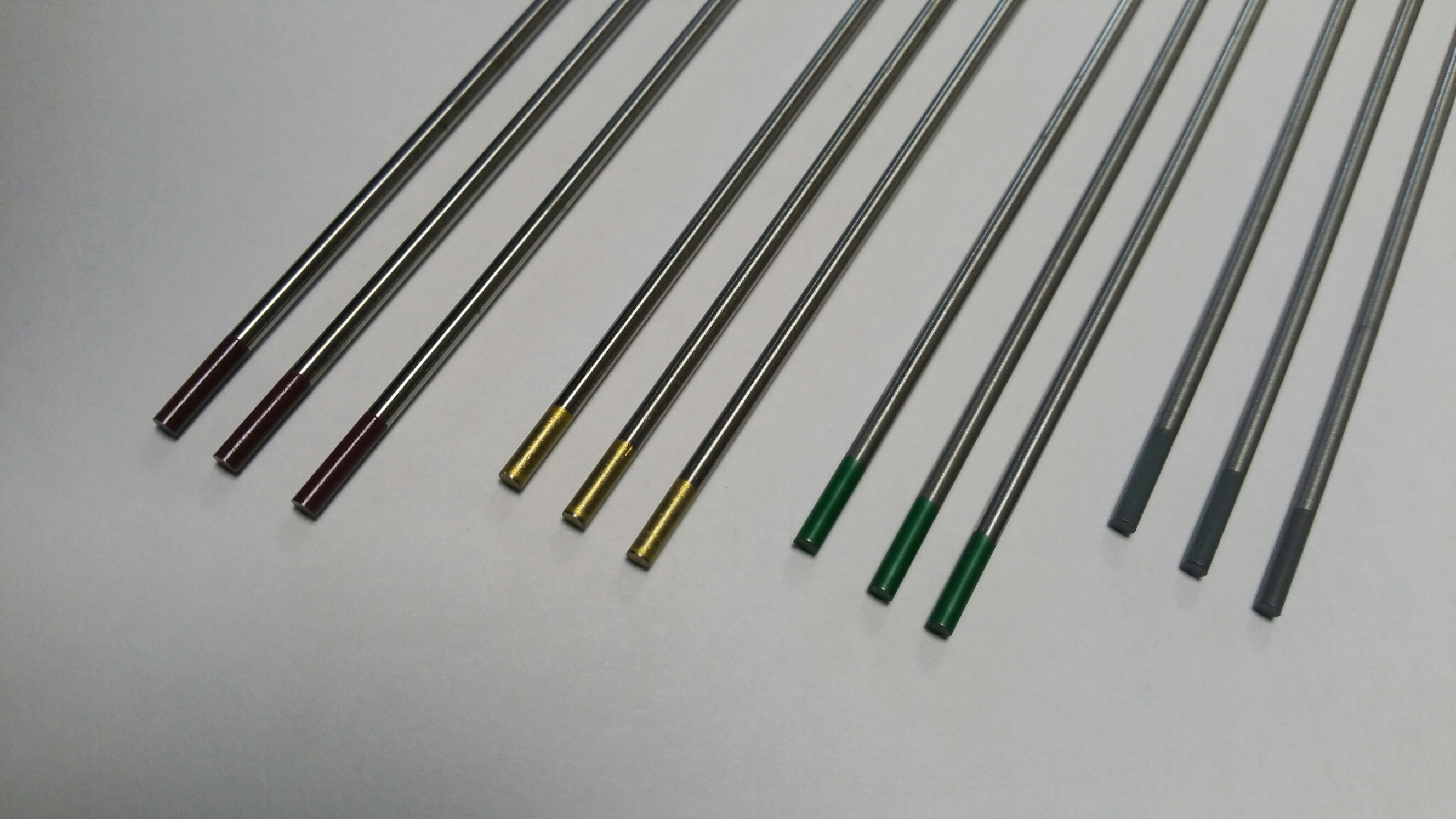
Herkenning wolfraamelektrode middels kopkleuren.
Wolfraam elektroden (wolfraam stiften) zijn grofweg onder te verdelen in typen die bruikbaar zijn voor het TIG lassen van verschillende metaalsoorten. Daar aan de wolfraamelektrode zelf niet te zien is welke dope is toegevoegd, zijn de wolfraamelektroden voorzien van een kopkleur.
WP Elektroden.
Ongelegeerde elektrode voor het wisselstroomlassen (AC) van aluminium en aluminiumlegeringen (sinusvormige wisselstroom bij éénfasige stroombronnen). Deze elektroden zijn niet geschikt voor het wisselstroomlassen met inverters (square wave) en voor het gelijkstroomlassen (DC).
Kopkleur: WP = groen, zuiver wolfraamelektrode geen oxide toevoeging
WCe Elektroden.
Deze elektrode is vooral geschikt voor het gelijkstroomlassen (DC) in het lagere stroombereik vanwege de hogere verdampingssnelheid van ceriumoxide en duidelijk minder belastbaar dan de WLa- en de E3®-elektroden. Geschikt voor het lassen van on- en hooggelegeerde staalsoorten, nikkel-, koper-, magnesium- en titaanlegeringen.
Kopkleur: WCe 20 = grijs, cerium oxide
WLa 15 / 20 Elektroden.
Deze elektroden zijn geschikt voor het gelijkstroomlassen (DC). Dankzij het hogere gehalte lanthaanoxide van de WLa 15 en WLa 20 verbeteren de starteigenschappen en de standtijd. De WLa 20 elektrode wordt vaak aanbevolen voor gautomatiseerde toepassingen. Geschikt voor het lassen van on- en hooggelegeerde staalsoorten, nikkel-, koper-, magnesium- en titaanlegeringen.
Kopkleur: WLa 15 = goud, Lanthaan oxide WLa 20 = blauw, lanthaan oxide
E3® Elektroden.
Dankzij de bijzondere eigenschappen van de speciale oxides zijn deze elektroden zeer geschikt voor zowel het gelijkstroom- als het wisselstroomlassen. Mits een aangepaste regeling van de lasinverter kunnen bij het lassen van aluminium uitzonderlijke laseigenschappen bereikt worden. Een juiste instelling van de balansregeling, 25% + 75%-, verhoogt de stroombelastbaarheid van de elektrode. De zeer goede ontstekingseigenschappen maken deze elektroden uitermate geschikt voor geautomatiseerde toepassingen. De lage elektrische weerstand verlaagt in sterke mate de temperatuur van de elektrode wat de belastbaarheid en levensduur ten goede komt. Geschikt voor het lassen van on- en hooggelegeerde staalsoorten, aluminium-, magnesium-, nikkel-, koper-, en titaanlegeringen.
Opmerking: Omdat bij het wisselstroomlassen (AC) met de E3® geen bol aan de elektrode komt ALTIJD een punt van 60° slijpen!
Kopkleur: E3® = paars, 3 oxides Lanthaan, Zirkonium en Yttrium.
Welke dikte wolfraam elektrode heeft u nodig.
Welke dikte elektrode u gebruikt is ook afhankelijk van laspositie, slijpwijze en persoonlijke voorkeur maar onderstaande waardes kunnen als grove richtlijn aangehouden worden.
| Wolfraam dikte bij TIG lassen op DC stroom | Wolfraam dikte bij TIG lassen op AC stroom |
| 1.0 mm | elektrode | 15 – 50 ampere | 1.0 mm. | elektrode | 20 – 30 ampere |
| 1.6 mm. | elektrode | 50 – 120 ampere | 1.6 mm. | elektrode | 30 – 80 ampere |
| 2.4 mm. | elektrode | 80 – 150 ampere | 2.4 mm. | elektrode | 60 – 130 ampere |
| 3.0 mm. | elektrode | 130 – 250 ampere | 3.0 mm. | elektrode | 120 – 200 ampere |
Wat is belangrijk bij gebruik van de wolfraam elektroden.
Wolfraamelektrodes dienen geslepen te worden in de lengterichting van de elektrode. De slijprichting is belangrijk voor een rustige en stabiele boog. Uiteraard is het ook van belang dat de tophoek gelijkmatig is aangebracht. Een specifiek voor dit doeleinde geproduceerde slijper is aan te bevelen aangezien de tophoek hier ook eenvoudig op ingesteld kan worden.
Gebruik en onderhoud.
De wolframelektroden moeten droog en in hun originele verpakking opgeslagen worden tot het moment van ingebruikname.
Wolframelektroden mogen alleen in combinatie met inerte of reducerende gasmengsels ingezet worden.
Zelfs de geringste hoeveelheid zuurstof zorgt al voor een snellere oxidatie van de wolfraam elektrode.
Het beschermgas moet zo lang stromen tot de elektrode afgekoeld is, wanneer dit niet gebeurt kan er een oxidelaagje ontstaan dat het opnieuw ontsteken van de lichtboog bemoeilijkt. Vermijdt dat het uiteinde van de elektrode ondergedompeld wordt in het vloeibare smeltbad.
Indien dit toch gebeurt dan moet de elektrode onmiddellijk aangeslepen worden.
Het aanslijpen moet zo fijn mogelijk zijn daar een ruw oppervlak het ontsteken belemmert.
De tophoek is eveneens afhankelijk van de belasting, het stroomtype en de naadvorm. In ’t algemeen kan gesteld worden dat de tophoek toeneemt met stijgende belasting.
Een scherpe punt bevordert het ontsteken terwijl een stompere punt beter geschikt is voor hoge stromen.
Bij wisselstroom (AC) hangt de voorbereiding af van de elektrodekeuze:
– zuiver WP: geen of weinig aanslijpen; het afgerond uiteinde ontstaat na korte tijd vanzelf (balansregeling!)
– E3: bij voorkeur tophoek van ca. 60° en verwijderen punt; een kleine afronding ontstaat vanzelf.